
 Hogar
Hogar






Máquina de soldadura por arco con soldador MIG blindado con gas de pulso inversor digital Sanyu
Tamaño del paquete 80,00 cm * 60,00 cm * 100,00 cm Peso bruto del paquete 130,000 kg Apariencia: Características de rend
Envíe su consultaDESCRIPCIÓN
Información básica.
| N º de Modelo. | MIG-350/ MIG-500 |
| Rango de frecuencia | Baja frecuencia |
| Corriente eléctrica | Legumbres |
| Paquete de transporte | Caja de madera de exportación estándar |
| Marca comercial | ESTRELLA SANYU |
| Origen | Llevar a la fuerza |
| Código hs | 85153190 |
| Capacidad de producción | 10000 sistemas por mes |
Empaquetado y entrega
Tamaño del paquete 80.00cm * 60.00cm * 100.00cm Peso bruto del paquete 130.000kgDescripción del Producto
Apariencia:Características de presentación
1.Sistema de control totalmente digital para un control preciso del proceso de soldadura y una longitud de arco estable.
2.Sistema de control de alimentación de alambre completamente digital, la alimentación de alambre es precisa y estable.3.El sistema tiene una base de datos experta en soldadura incorporada que combina automáticamente los parámetros de manera inteligente.4.La interfaz de operación es amigable y el modo de ajuste unitario es fácil de agarre.5.Las salpicaduras de soldadura son extremadamente pequeñas y el cordón de soldadura está bellamente formado.6.10 conjuntos de programas de soldadura se pueden almacenar para ahorrar tiempo de operación.7.La función especial de cuatro pasos es adecuada para soldar metales con buena conductividad térmica. El arco tiene forma de arco y la calidad de la soldadura es perfecta cuando el arco está cerrado. 8. Tiene varias interfaces para conectarse con robots de soldadura y máquinas de soldar. 9. La tecnología de inversor de conmutación suave puede mejorar la confiabilidad, el ahorro de energía y el ahorro de energía. de toda la máquina.*La serie de máquinas de soldar se fabrica de acuerdo con la norma GB15579.1-2013 "Equipo de soldadura por arco parte 1: fuente de alimentación de soldadura".
Calidad de la tensión de alimentación
La forma de onda debe ser una onda sinusoidal estándar con un valor efectivo de 380+10% y una frecuencia de 50Hz/60Hz. El desequilibrio del voltaje trifásico es <=5%.Parámetros técnicos de la fuente de alimentación.
Parametros basicos:
| modelo soldador | MIG-350P | MIG-500P |
| Tensión de entrada nominal | Comunicación trifásica, 380V±10%, 50Hz | |
| Corriente de entrada nominal (A) | 25A | 38A |
| Capacidad de salida nominal | 16 KVA | 25 KVA |
| Tensión de salida sin carga (V) | 65V±5% | |
| Duración de carga nominal | 60% | 60% |
| Factor de potencia COSφ | 0,93 | |
| Eficiencia η | 90% | |
| Dimensiones (mm) | Refrigeración por agua: 965 × 472 × 925 / refrigeración por aire: 965 × 472 × 686 | |
| peso neto | Enfriador de agua: 70 kg/aire: 52 kg | Enfriador de agua: 73 kg/aire: 55 kg |
| Tipo de soldador | MIG-350P | MER-500P |
| Corriente nominal (A) | 10~350 | 10~500 |
| Corriente de arco térmico (HOTI) | APAGADO EN | |
| Restablecimiento de fábrica (DFLT) | NO SI | |
Parámetros de soldadura por arco de argón
| modelo soldador | MIG-350 | MIG-500 |
| Corriente nominal (A) | 10~350 | 10~500 |
| Corriente de arco (HOTI) | 10~200A | |
| Aumento actual (UPSL) | 0,1~10s | |
| Tiempo aire (GPR) | 0,1 ~ 20S | |
| Tiempo de retardo de gas (GPO) | 0,1 ~ 20S | |
| Corriente de arco de cuatro pasos (CRAT) | 10~100% | |
| Descenso actual (DWSL) | 0,1~10s | |
| Especificaciones del soldador | MIG-350 | MIG-500 | |
| Corriente nominal (A) | 30~350 | 30~500 | |
| Espesor de la placa (mm) | 0~25 | ||
| Velocidad de alimentación de alambre (m/min) | 1~22 | ||
| Longitud de arco | -99~99 | ||
| fuerza del arco | -50~50 | ||
| Modo de control (CNTR) | LOCL/REMT | ||
| ALAMBRE (material) | ACERO CN19 AlMg5 AlSi5 Al CuSi3 CuSi CuAl9 | ||
| Diámetro del cable (DIRM) | 0,8,1,0,1,2,1,6 SP | ||
| Tiempo aire (GPR) | 0,1 ~ 20S | ||
| Velocidad de alimentación de alambre lenta (FDC) | 1,0 ~ 10M | ||
| Corriente inicial (IS) | 10~200% | ||
| Corriente de arco (IE) | 10~200% | ||
| Tiempo de caída de cuatro pasos (DWSL) | 0,1 ~ 1,0 s | ||
| Corriente de arco de cuatro pasos (CRAT) | 10~100% | ||
| Tiempo de retardo de gas (GPO) | 0,1 ~ 20S | ||
| Tiempo de retroceso (BURN) | 0,01~1,0S | ||
| Restablecimiento de fábrica (DFLT) | NO SI | ||
| Parámetro de ajuste de doble pulso | |||
| Frecuencia de doble pulso (TPHz) | 0,1 H ~ 5,0 H | ||
| Tamaño de corriente de doble pulso (TPBA) | 20%~80% | ||
| Ciclo de trabajo de doble pulso (TPBT) | 20%~80% | ||
| Tensión de doble pulso (TPBU) | -50~50 | ||
| Parámetro de ajuste vertical de alta velocidad | |||
| Frecuencia de soldadura vertical (UPHz) | 0,1 H ~ 5,0 H | ||
| Servicio de transición de cortocircuito (UPD2) | 20~80% | ||
| Corriente de transición de cortocircuito (UPC2) | 60~250A | ||
| Tensión de transición de cortocircuito (UPU2)(UPU2) | -50~50 | ||
| Inductancia de transición de cortocircuito (UPI2) | -50~50 | ||
| Parámetros de ajuste de soldadura por impulsos de alta velocidad | |||
| Incremento de soldadura por pulsos de alta velocidad (SPS) | 0~50% | ||
Los controles e interfaces del panel frontal y trasero de la soldadora se muestran a continuación.
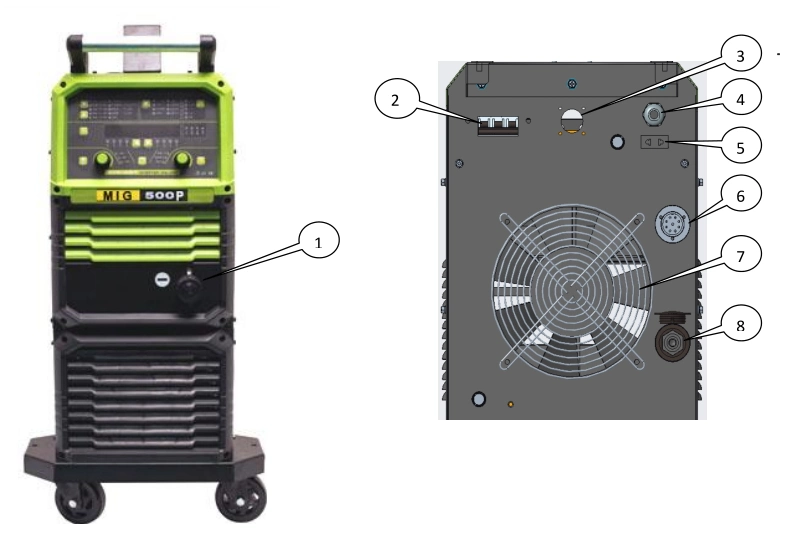
1.Welder output socket (-)2.Air switch3.External device interface4.Power cord5.Heating power outlet6.Wire feeder control socket7.Fan8.Welder output socket (+)


